失蜡铸造(也称为熔模铸造或精密铸造)是一种铸造工艺,是把液态蜡注入金属模具做成同铸件一致的蜡模型,然后在其外表裹几层粘土等耐火陶瓷材料,加热使蜡熔化流出,从而得到由耐火材料形成的硬化空壳,硬化的陶瓷外壳经过焙烧,将熔融金属浇注入模壳中,待金属冷却后将模壳振碎得到金属铸件。
熔模铸造一词源自对模壳里的蜡进行加热融化的过程。熔模铸造往往比其它铸造工艺更受青睐,是因为熔模铸造的铸件尺寸精度高表面粗糙度好,可以是薄壁件或内外部结构复杂的零件,并且与砂铸不同是的它没有拔模斜度。
熔模铸造的材料广泛,碳钢、合金钢、不锈钢等,也可以是有色金属材料,如铝或铜等合金。在热加工领域里,取材困难件或不易成型件以及某些加工成本高的锻造件,可适用熔模铸造;而在铸造的领域里,有些产品可用熔模铸造替代其它形式的铸造,减少加工切削余量降低成本,提高尺寸精度和表面粗糙度以及材料的机械性能,从而达到升级产品档次的目的。
熔模铸造流程:
熔模铸造工艺包括几个步骤:金属模具制造,蜡模生产,模壳制造,浇铸,清砂切割, 打磨精整。
1.金属模具制造
熔模铸造过程中蜡模和模壳都需要被破坏,每次铸造都需要一个新的蜡模,因此需要制造蜡模的模具。
制作模具需要充分考虑计算出收缩率,这些收缩率体现在蜡模和模壳及浇铸后的不同过程中。
2.蜡模生产
蜡模的数量始终等于要生产的铸件的数量,每个铸件都需要新的蜡模。
将热态蜡注入金属模具使其冷却固化,有些内腔复杂结构需要使用陶瓷芯形成内部功能结构。蜡模是要生产零件的精准复制品,该生产工艺类似于压铸,压铸是金属融液它是液态蜡。
3.蜡模组树
将几个蜡模焊接通到蜡棒上,组成蜡模串,形成一个浇铸系统,上面有浇口,是用来下一步的模壳将钢水引入浇铸系统的入口。.
4. 模壳制造
将蜡模树浸入二氧化硅的浆料中,重复浸入五六次,每次浸入前撒上不同的耐火材料,并且每次都要干燥和硬化,干燥的涂层在蜡模的浇口系统外围形成了陶瓷壳。将陶瓷壳加热至蜡融化并流失,腔体内形成空心,这样完成了模壳的生产,熔模铸造要使用许多这样的模壳。
5.浇铸
模壳被焙烧加热到大约800-900°C,加热过程进一步增强了模壳强度,消除了残留的蜡或其它杂物,并蒸发掉模壳中的水。
用中频感应电炉熔炼原材料(废钢),根据每炉不同的材质进行合金元素的配料,当钢水温度达到1530-1580℃后便可以浇铸,钢水趁热倒入模壳中,倾注进浇注口并通过浇铸系统流入树上的每个模腔,预热的模壳使金属液易于流过壁薄或细长的部分。然后待其冷却和收缩,便可以得到高精度的铸件了。
6. 清砂切割
浇铸后的模壳和铸件充分凝固却冷后,就用振动设备把模壳从铸件上分离。初步清砂后进行一次抛丸,这样铸件毛坯表面的粘砂就基本清除干净了,然后可以通过不同方式的切割将单个铸件从浇铸系统中分离出来。
7. 磨浇口和精整
将毛坯铸件上的浇口余根去除掉,主要是通过砂轮打磨或机加工的方式进行磨削,该工序有分为初磨和精磨,打磨时不能损伤零件本体。后续的精整主要是修复铸件表面可能会有的一些表面缺陷,如砂孔、渣孔、飞边毛刺、鼓包、变形等,主要的方式是打磨、焊补、整形和抛丸等工序。
经外观检查合格后铸件流转到热处理生产线进行不同工艺的热处理。

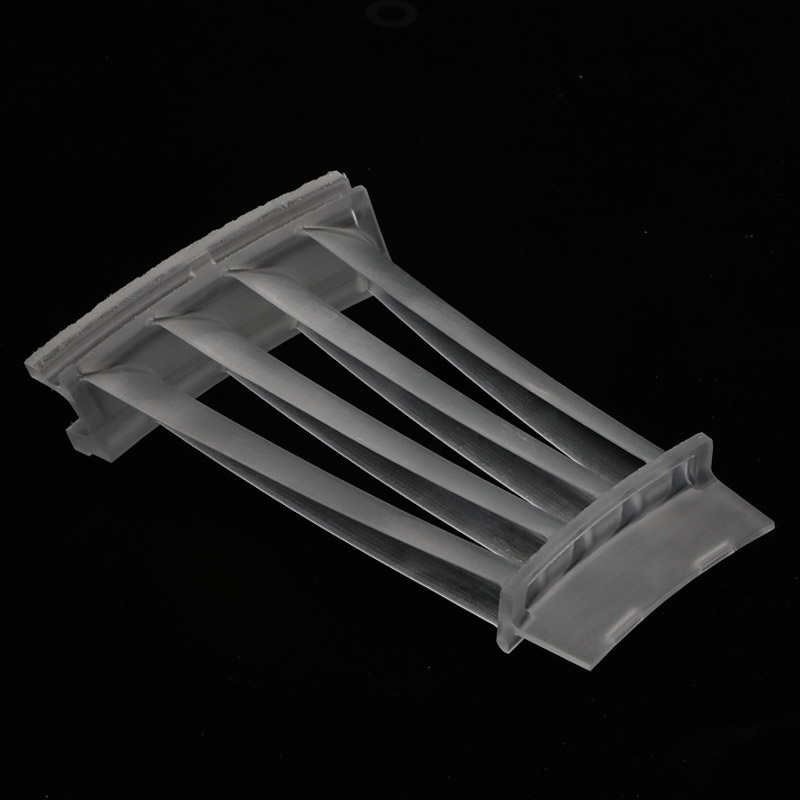
3D打印技术在铸造领域现在也有了应用,蜡模传统上用于熔模铸造,除了蜡模,现在哈工三维也开发了可用于铸造的光敏树脂,这样就可以配合SLA3D打印机直接生产原模型。3D 打印可以更有效地生产精确且复杂的原模型。这对于制造具有复杂几何形状的高精度零件特别有价值。目前哈工三维的SLA工业级3D打印机采用铸造树脂进行打印的复杂工件,已经成功铸造出了金属铸件。